

机加工部件材料适应性强,核心源于加工工艺的通用性、设备与刀具的兼容性,以及对不同材料物理化学特性的 “适配性处理”,具体可从 3 个关键维度解析:
1.加工工艺覆盖多材质特性
机加工包含车、铣、钻、磨、刨等多种基础工艺,可根据材料硬度、韧性、强度调整加工方式:
针对金属(钢、铝、铜、钛合金等):通过切削、磨削工艺去除余量,硬材料(如不锈钢)可用高速钢 / 硬质合金刀具,软材料(如纯铝)可优化切削参数避免粘刀;
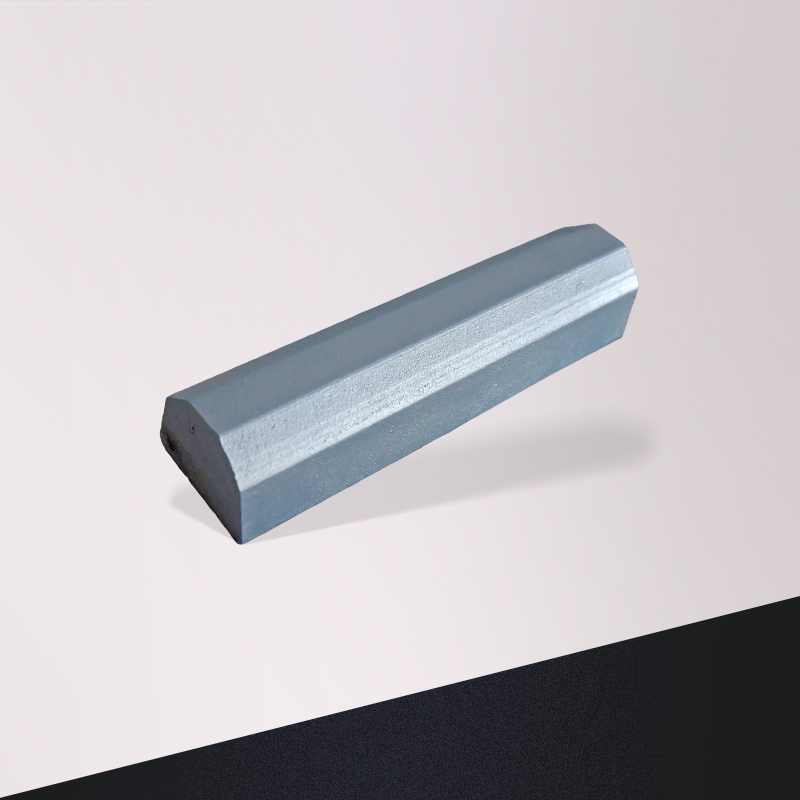
针对非金属(塑料、木材、陶瓷、复合材料等):适配专用工艺(如塑料用高速低应力切削防变形,陶瓷用金刚石刀具磨削防崩裂),无需大幅改造流程即可加工。
2.设备与刀具的高兼容性
设备适配性:通用机床(如数控车床、加工中心)可通过调整转速、进给量、切削深度等参数,适配不同材料 —— 例如加工硬钢时降低转速、增大切削力,加工软塑料时提高转速、减小切削力,无需更换核心设备;
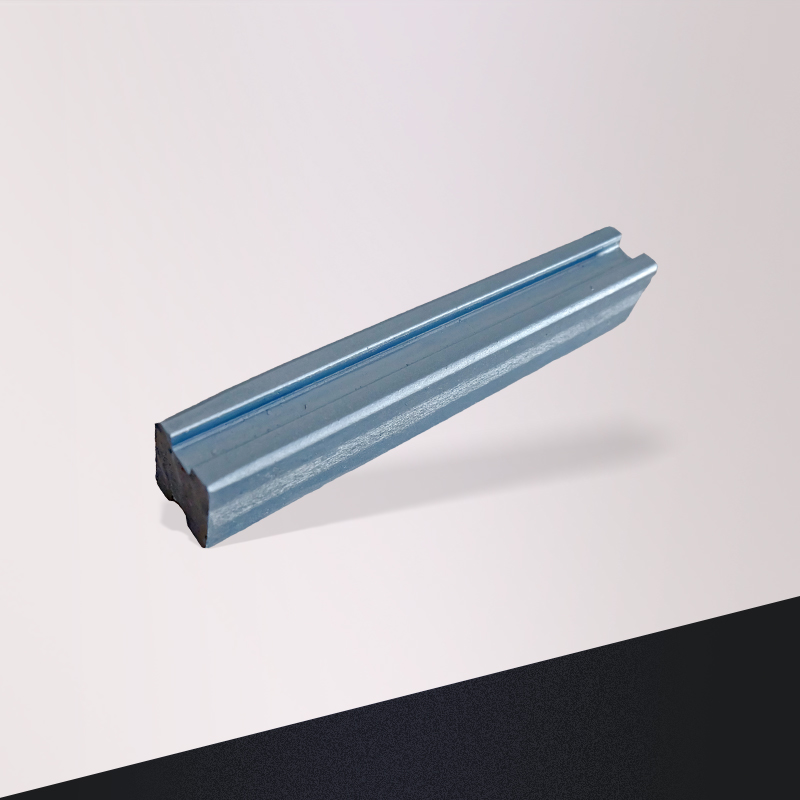
刀具多样性:针对不同材料研发专用刀具(如加工铝合金用钨钢涂层刀,加工高温合金用陶瓷刀,加工木材用高速钢铣刀),刀具的材质、刃口设计可匹配材料的切削需求,避免加工缺陷。
3.对材料性能的 “包容性处理”
机加工可通过工艺优化应对材料的特殊属性,降低加工限制。

 手机号码:潘立新 13706201799
手机号码:潘立新 13706201799
手机号码:潘立勇 13306238299
 服务热线:0512-52468216
服务热线:0512-52468216
 公司地址:常熟市辛庄镇张家桥
公司地址:常熟市辛庄镇张家桥

企业微信

添加微信
 中文
中文 英文
英文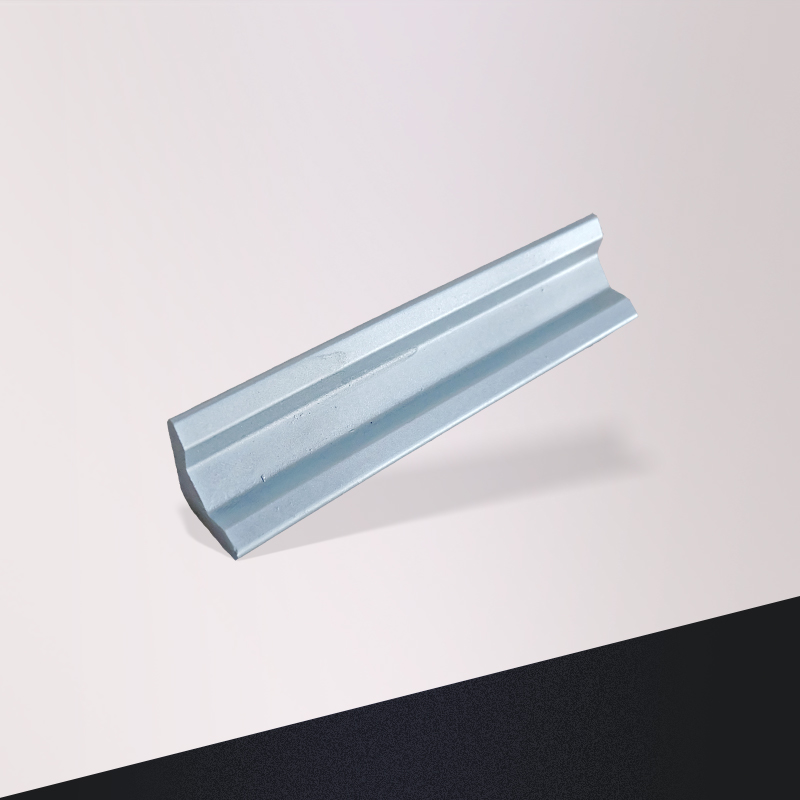


 添加微信
添加微信
 联系麻豆精品一区二区综合AV入口
联系麻豆精品一区二区综合AV入口
 电话咨询
电话咨询